
A high level of human intervention coupled with other factors such as material variations, working conditions and dependency of human skills, make the task of target setting in apparel manufacturing more complicated, as compared to other industries. Increasingly, Time Study readings are taken to determine achievable targets, but often these studies fail to include unavoidable and legitimate lost time, which eventually affect output. Consequently, the analyst must make some adjustments to compensate for such losses. However, there is no clear-cut rational for these adjustments or allowances as it varies from organization to organization, process to process and is heavily dependent on the individual organization’s resources, working conditions and work practices. In this article, Manoj Tiwari, Associate Professor, NIFT Jodhpur and Dr. Prabir Jana, Professor, NIFT Delhi discuss the various allowances, its rational, factors affecting the different allowances and how to determine the allowance considering the practical aspects.
Like operator ratings, allocation of allowances is also one of the most controversial areas in industrial engineering, very subjective and judgemental in nature. On one side workforce seeks larger percentage of allowances to be considered, while on the other side, management pushes for lesser share of allowances. Still there is no clear scientific understanding on allocating percentage share for different allowances. As a common practice, industrial engineers conduct the Time Study or take help of PMTS to get the time required to complete an operation, this time value observed is multiplied with rating of the operator to determine the basic time. Such time value of an operation is merely a mathematical figure which may not have practical significance as the industrial engineers have not taken a number of factor (such as personal needs, fatigue and other interruptions in the work) into account. Targets set without compensating such factors may not be achievable.
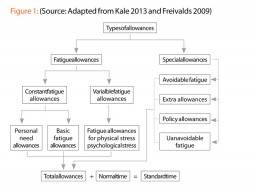
One way to categorize allowances is to distinguish between fatigue allowances, further classified into constant fatigue and variable fatigue, and special allowances. Personal need allowance of 5% in shift hours is considered appropriate. Basic fatigue allowances are to compensate for the energy expended in carrying out the work and to alleviate monotony. Variable fatigue is to compensate physical and psychological stress in the workplace beyond basic fatigue. Factors affecting variable fatigue are insufficient light (2% to 5%), atmospheric condition, close attention (2% to 5%), noise level (2% to 5%), mental strain (1% to 8%), tediousness of work (2% to 5%), monotonous work (1% to 4%) awkward posture (2% for bending and up to 7% for stretching), and use of muscular energy and general health of worker (1% for 10 lb weight and up to 22% for 70 lb weight). Unavoidable delays are due to work interruptions from supervisors, quality checkers, fellow workers and material irregularities. Avoidable delays are phone calls, social visits, and chatting with fellow workers.
Certain policy allowances are given to provide satisfactory level of earnings for a specified level of performance under exceptional circumstances and are typically decided by management. These may be allowed to a new employee, temporarily injured employee, handicapped employee, workers on night shift, workers working with very old machines, etc. There are a number of allowances such as personal & fatigue, machine allowances, contingency allowances and other special allowances required to be added in order to get the standard value or work content of an operation. Classification of allowances is shown in Figure 1.
Introduction to Work Study by ILO reads work content as the amount of work “contained in” given product or a process measured in “work-hours” or “machine hours”. It is nothing but the minimum time theoretically required (including different necessary allowances) to produce one unit of output.
Work Content = Basic time + Relaxation allowance + any allowance for additional work On practical grounds it is really difficult to have a common yard-stick for different work environments that too with apparel manufacturing. However, there are a number of classifications of allowances with percentage values (which are treated as standard and practiced without any apprehension), there is a need for a rational understanding regarding how and why to apply a particular allowance in particular condition. Here it is imperative to mention that “the ILO has not adopted, nor is it likely to adopt, any standards relating to the determination of allowances.”
1. Personal & Fatigue allowance: The broad category for the same is also called ‘relaxation allowance’. Such allowances enable the operator to meet the physiological and psychological needs as well as fatigue incurred while working. Here the needs are required to be rationalized considering the real floor situation. There may be chances where an allowance of 5% for personal needs may not be enough or it may be vice-versa. Let’s understand this with few scenarios.
Scenario 1 – Assuming that the factory area is quite large and operator needs to travel farther for drinking water or go to washrooms (on the same floor), or he/she is required to go to other floor. In such a case, time required to travel may be more.
Scenario 2 – Many a time operators have to wait at water taps or washrooms for their turn (it is worth mentioning to note that there are many companies in different parts of the world which don’t adhere to ILO guideline of minimum number of such facilities). In such a situation an allowance of 5% may not be sufficient.
Scenario 3 – There are some instances when water and tea is supplied to the needy operators to the work place itself. In such a case operators are not required to move away from the work station. Here an allowance of 5% may be more than enough.
Similarly for the fatigue allowances, the commonly used allowance is 4%. Here one must consider the kind of work as well as the working condition/environment in which the work is being done. Fatigue levels will differ based on the complexity of work and skill level required to accomplish the work. As discussed in below scenarios:
Scenario 1 – In apparel manufacturing, different operators perform different kinds of work varying from simple to complex resulting into varied fatigue level among operators. For example, fatigue level of operators doing simple operations (may be shoulder attach, top stitch on shoulder, run stitch on collar, cuff preparation, etc.) and the operators engaged in complex or critical operations (such as collar attach, front pocket attach with matching of checks, sleeve attach, etc.) will be different. Here keeping a common fatigue level may not be advisable.
Scenario 2 – Assuming two scenes (may be like back pocket attach on jeans or welt pocket making) where at one place the operation is done manually and at the other place it is done by automatic pocket attaching machine or automatic welting machine. Here in case of automatic operation, most of the work is done by machine itself and human intervention is lesser as compared to the manual operation. In such cases fatigue levels may differ significantly.
Scenario 3 – Let’s assume hand embroidery or appliqué attach work being performed in a factory. The same work may be done by sitting on floor or may be in a standing posture using a table. In both the cases fatigue level may differ due to change in the working posture.
Scenario 4 – There may be scenarios where working conditions, machine, operator and product, posture, etc. are constant but the material is changed. For example a ladies shirt made of georgette requires more handling than that of a denim shirt for the same operation. In such cases fatigue level may vary due to change in the material handling while performing the operation.
Scenario 5 – Let’s assume the same work is being done at two different places with different working conditions (say in different temperature and light) keeping other factors constant. In such a case, the fatigue level may vary with the working condition. Similarly we observe different fatigue levels while working in summers and in winters by the same worker on the same task in the same factory. An operator feels more fatigued in summers as compared to winters.
From the above examples it is clear that keeping a fix percentage of personal and fatigue allowance in different situations is not justified and one must do a thorough brain-storming while allocating allowances.
2. Machine allowance: While working, an operator faces a number of disturbances or minor interruptions due to machine on which he/she is working. Whenever there is any interruption in the machine functioning, he/she needs to attend the same without losing any time. There may be minor interruptions (where the operator has to halt the operation temporarily and a mechanic is not required to attend the machine), such as bobbin or thread spool change, threading, needle break and its replacement, folder/work-aid minor adjustment/alignment, adjusting thread tension, adjusting SPI, etc. In such cases machine allowance are allocated to enable the operator to overcome such temporarily stoppage in work due to minor issues with the machine.
Such machine allowances vary with the type of machine from 5% to 8% as shown in Table 1.
|
Table 1: Machine allowance for different machines |
|
Machine type |
% allowance |
|
Single Needle Lockstitch and Chainstitch |
5% |
|
Button Hole and Button Attach |
5% |
|
Multi Needle Chainstitch |
6% |
|
Overlock |
6% |
|
Bar-tack |
6% |
|
Safety stitch |
8% |
Scenario 1 – When using older machines, there are more frequent interruptions as compared to new machines. From the maintenance department’s point of view, the machine may be in ‘OK’ working condition, but while working the operator may face issues such as frequent thread and needle breakages, skip stitches, uneven stitches, imbalance stitches or variations in stitch tension, etc. In such cases, the operator has to halt the work from time to time and may require an additional machine allowance than that mentioned in Table 1.
Scenario 2 – In some cases where the operator has to perform the operation on the same machine but with different material (may be thread or fabric), where machine adjustments take more time and irregular thread tension, stitch imbalance and thread breakages are more frequent than normal case. Such a situation may arise when one is using spandex thread in stitching. In such cases, it is recommended to allocate additional machine allowances.
Scenario 3 – For some of the automatic work stations (automatic welt making, automatic pocket setter, automatic collar attach, etc.) and electronically controlled overhead conveyor systems where a machine performs most of the work that too with no/minimal stoppages, a fixed machine allowance (5% to 8%) may be more than enough.
3. Contingency allowance: In practical work environment there are a number of activities an operator has to perform while working. Such activities are not consistent and may not occur very frequently. To name a few, writing/recording the production figures, updating the supervisor, discussing/reporting the quality-related matters or machine maintenance-related issues with the concerned persons, picking up and arranging the fallen bundles or trimmers, waiting for martial to be stitched from the previous work station or waiting for the correct sewing trims (threads, labels, buttons, zippers, etc.) may be considered as contingency activities. Such activities are not scheduled to be done but occurs randomly and results in interruption of work.

In such cases (in addition to the personal, fatigue and machine allowances) a contingency allowance may be recommended. The allowance given to such contingency activities is generally kept as 5% of the basic time as upper limit. It is important to mention that, most of such activities are avoidable in nature. There should be efforts from IE on eliminating such non-productive activities through method improvement or improved work-place arrangement. Allocating a straight 5% or any other percentage allowance to such activities is not a solution but an indication covering up the inefficiencies. The activities for which the contingency allowance is given should be clearly defined and justified scientifically by the IE.
Avoidable and unavoidable delays – From industrial engineering point of view, the activities or situations under different allowances should be categorized as avoidable and unavoidable delays. And sincere efforts from IE are required to either eliminate or control such situations. Here the objective is to improve the operational efficiencies through maximizing the available time utilization. It is highly recommended that such allowances (may be any percentage of basic time) should not be considered as a pocket to hide the operational inefficiencies.
However, there is no clear black and white rule to keep particular activity as avoidable or unavoidable. Some of these situations have been mentioned in Table 2.
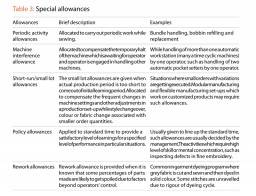
4. Special allowances: Apart from the allowances discussed earlier in this article, there are some more allowances which are not very common and applied only in specific conditions. Such allowances may vary from organization to organization depending on the specific requirements. Some of these categories have been mentioned in Table 3.
The basic structure of application of different allowances to arrive at standard time can be summarized as follows:
Tools to determine the allowances – It is very important to determine the allowances scientifically. Different apparel manufacturing set-ups have different working conditions, different products with varied styles. Keeping allowances what others are following may not apply to a particular organization. The allowances considered should be able to meet the practical environment requirements and should be in accordance with real happenings of the floor. A mismatch of allowances considered in the basic time and actual requirement may result in failure of plans.
Two methods can be used for measuring allowances in any organization: direct observation method and work sampling method. In direct observation method, the observer is required to study two or three operations over a long period of time. The observer records the duration of and reason for each idle interval. After establishing a reasonable representative sample, an observer summarizes their findings to determine the per cent allowance of each applicable characteristic. Work sampling method is more popular in the industry.
Work Sampling –This method requires taking a large number of random observations. In this method no stopwatch is used, the observer merely walks through the area under study at random intervals and notes briefly what each operator is doing. Work sampling is one of the work measurement techniques capable of highlighting the percentage of occurrences of time consumed in different activities such as to attend personal needs, overcoming of fatigue, recording, time consumed in work place arrangement, minor machine breakdowns due to thread replacement, needle replacement and other machine adjustments, etc. Prima facie such activities are non-productive or ineffective in nature and knowledge of time spent in such activities may help the management take necessary actions to curb such inefficiencies. On the other hand, work sampling also highlights the amount of time spent productively (for example sewing-needle time), associated or support activities (Readers may refer Work Sampling in Apparel Manufacturing published in SW, Feb. 2013 for more details on Work Sampling techniques).
Technology interface – While work sampling is a traditional approach based on probability theory and has obvious limitations of determining approximate share of time consumed in various activities, new generation solutions with information technology interface are capable of providing real time information with precision. RFID-based real time data monitoring solutions are getting popularity in the apparel manufacturing set-ups. A significant improvement in visibility of real floor happenings using such technological solutions enables managers to take logical and pragmatic steps to overcome/compensate time consumed in various planned and unplanned activities and determining accurate allowances.
Conclusion
The amount of allowances added should be carefully worked-out with scientific reasoning. An additional share of allowances may lead to loose targets and underutilization of resources while with a smaller share of allowances, it may be tough to achieve targets and may result in planning failure as well as unrest among workers.
Improved working conditions (adequate light, special consideration to complex activities, improved plant layout with minimal movement), technology upgradation with advanced machine maintenance practices, improved workplace arrangement with applications of principles of motion economy, method improvisation and deskilling are some of the areas that need to be focused while determining and applying allowances to the basic times. Prima facie, working on these areas may seem to be a costly affair but in long-term, it may prove to be an economical and sustainable solution.
Post a Comment