
Belt loop attachment in jeans is one of the final operations to be done. Therefore, it is of special significance, because making mistakes at this level is certainly not acceptable when already a lot of investment in terms of time and money has been put into the garment. If we look at a typical description of the operation, its making a long belt out of which small length strips are cut and attached by a bartack machine. Quality issues like wrong alignment or unacceptable finish are different issues to be dealt with. Doing this operation manually may result in less output than targeted, while an investment in automated operations may bring definite returns.
Pravesh Kaushik MF Tech from NIFT & Professor Prabir Jana, Chairperson, Dept. of Fashion Technology, NIFT analyse the operation of dart sewing and the technology involved at the basic and highest levels. Give us the benefit of their study of this topic.
Basic Level of Technology
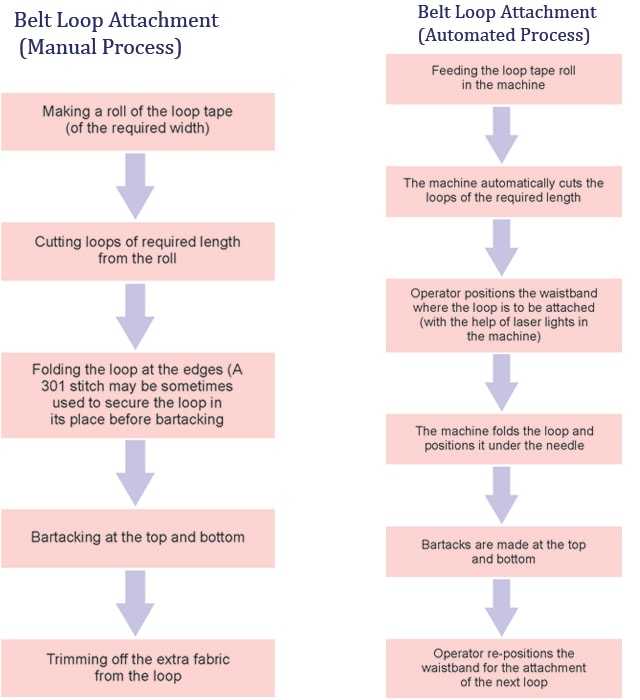
The basic level of technology uses electronic lockstitch belt loop bartackers. The operator first positions the pre-cut loop in the clamp and then picks up and positions the waistband of the trouser below the clamp and then presses the pedal to start the machine. The operator then repositions and tacks the other end of the same loop. The operation cycle is repeated for the next loop.
|
|
|
Makes and Models |
Features and Specification of Machinery and Equipment |
|
Juki MFB2600 V033, Brother FD4-B271-OU1 |
|
|
Brother LK3”430E series, Dürkopp Adler 510-214 |
|
|
The basic level of technology depends on the skill of operator and workstation layout . A single operator working on one machine takes about 0.90 minutes for attaching 5 belt loops in one casual trouser. The post attach trimming of loop ends is additional process in basic technology and often leads to damage. |
Machinery and equipment required for Basic Level of Technology:
Belt loop maker, Electronic lockstitch belt loop bartacker
Advanced Level of Technology
In the advanced level of technology, a roll of pre-formed loops is loaded onto the machine. The loop is automatically fed to the machine clamp with both ends trimmed and folded. The operator only positions the trouser waistband below the clamp and the machine sews both the ends of the loop in one operation cycle.
The entrants in this segment have machine heads that come with a computer-controlled X-Y linear feeding system which enables programming the number of stitches and size of bartacking. The number of stitches to sew a belt-loop can be switched between 28-, 36- and 42-stitches, and the bartacking size can be easily varied.
|
|
|
Makes and Models |
Features and Specification of Machinery and Equipment |
|
Juki MFB2600 V033, Brother FD4-B271-OU1 |
|
|
JUKI MOL-254, VI.BE.MAC 3650-EV 6 |
|
|
JUKI MOL-254, VI.BE.MAC 3650-EV 6 |
Adjustable bar tacking length (7~22 mm) and width (1~3.2mm) to attach belt loop width (9~20 mm) |
|
Adjustable needle gauge (40~70mm) to attach finished loop length of 48~78mm |
|
Horizontal axis 1.8 fold-capacity shuttle hook and maximum sewing speed of 2500 spm |
|
Automatic splice detection in belt loop and disposal mechanism |
|
Link type thread take up and needle bar stroke of 45.7mm |
|
Single-/-3-phase, 350 VA |
Machinery and equipment required for Basic Level of Technology and Advanced Level of Technology:
Belt loop maker, Automatic Lockstitch Bartacking Machine
A few machines have an electric sliding mechanism which electrically shifts the front hook when replacing the bobbin or conducting maintenance on nearby components in order to widen the space between the hooks and facilitate the job of machine cleaning and maintenance. These machines are generally oil lubricated, using wick lubrication.
Most machines in this bracket are equipped with a direct-drive system that improves start up performance and shortens sewing time. They also have a halfway standby capability for subsequent belt-loops, and its faster belt-loop supply action shortens the time required for supplying belt-loops and helps speed up the machine.
The standard machine incorporates a 1.8-fold capacity shuttle hook. There are two horizontal bobbins in the machine and they need to be refilled after 60-70 loops (this may vary from machine to machine). The shuttle hook improves efficiency by reducing the frequency of bobbin thread replacement. The machines may also use aluminium bobbins.
In most machines, (like the Juki MOL-254) Belt-loops are fed out by the conventional gear-roller feeding mechanism and also drawn out by the new drawing mechanism on the clamp device. Supported by these two mechanisms, the folding fork catches “curled” or “creased” belt-loops every time and supplies them to the head. These smart machines have sensors that detect the presence/absence of belt-loops on the clamp. Also, if there is a faulty or non-uniform belt loop being fed, the sensors at the clamp device automatically repeat the clamping action. Since the operator does not have to operate the set-back switch, less time is lost.

The machines also check for splices (by detecting changes in the material thickness) in the belt-loops and efficiently dispose them off. This means that even when the machine carries out the splice disposal procedure, the belt-loop feeding device can complete its belt-loop supply action and supply the next belt-loop well before the machine starts to sew. As a result, the operator can perform rhythmical and efficient sewing work with no delay in cycle time.
To enable computer-controlled belt-loop supply performance, the machines have a servomotor driven belt-loop feeding device that feeds the belt-loops to the sewing position (i.e., under the presser foot), which is automatically adjusted to the belt-loop width. Also, when feeding the belt-loop under the presser foot, the widthwise position of the belt-loop can be offset through simple manipulation.
With the view of improving the workability in replacing belt-loops, the belt-loops insertion opening through which belt-loops are supplied to the feeding device is now located on the front side of the main unit in many machines to facilitate operator to visually check how the belt-loops are fed during sewing and prevent possible trouble in the belt-loop feed due to faulty loop-feeding paths. Also, to facilitate the worker from an ergonomic point of view, the height of the working table can be easily adjusted to match the operator’s height. The operator can carry out sewing work in a comfortable posture with less physical strain and fatigue.
This highest level of technology deskills the operation to a large extent, it helps increase productivity and uniformity of the operation by mechanising the whole belt loop attachment process. The machines in this segment complete the attachment procedure with the efficiency of nearly 1.2-2 sec/belt loop, which amounts to approx. 1500- 1800 jeans per shift, with a machine speed of about 2,000 to 2,500 rpm. The machines require a semi-skilled but literate labour (who can operate the machine as against 7-8 skilled operators required otherwise).
|
ROI for Basic and Highest Level of Technology |
|
|
|
|
|
Basic level of Technology |
Highest level of Technology |
|
Working days=26x12=312 |
|
Production per day |
1500 belt loops |
9,000 belt loops |
|
Production per day (shift of 8 hrs) @ 5 loops per pair of jeans |
300 Jeans |
1800 Jeans |
|
Production per annum,312 days |
93,600 |
5,61,600 |
|
Cost output per annum (assume cost belt loop attaching per Jeans Rs. 0.45) [A] |
42,120 |
2,52,720 |
|
Total operators salary / annum (B) |
36000@ 3,000 pm |
42000@ 3,500 pm |
|
Cost of one M/C, Rs |
68,000 |
14,00,000 |
|
Depreciation |
15% |
15% |
|
Total depreciated value of machinery (C) after one year |
59,130 |
12,17,391 |
|
ROI for first year (A-B)/C |
10.35% |
17.31% |
|
ROI 4th year |
57.17% |
105% |
ROI for Basic and Highest Level of Technology
Post a Comment